
直压式中频点焊机和变频点焊机
直压式中频点焊机和变频点焊机
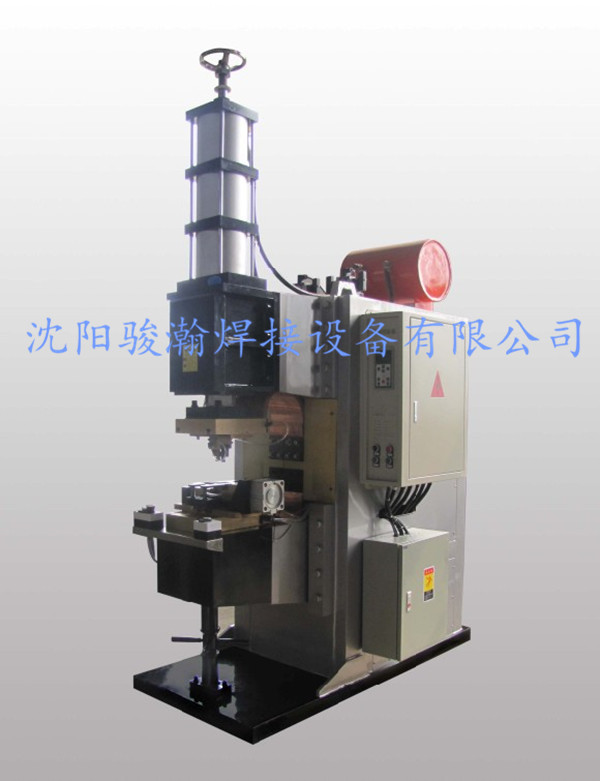
直压式点焊机的上电极在导向构件的控制下作直线运动,电极压力由气缸或液压缸直接作用产生。图4-2-14所示为直压式通用点焊机的构造图。主要由机身、焊接变压器、气压式加压系统、上下电极、水冷系统等组成。配用KD型点焊同步控制箱。
(1)机身
机身由型材和钢板焊成,其中有几根管柱兼作压缩空气的储气室,保证焊机有足够稳定的工作压力。机身前面的上部有悬臂9用以安装压力传动装置,侧面装有转换开关和手动三通气阀7等,机身前面中部
装有支臂12,用以支承下电极11,机身内装有焊接变压器3和级数调节插座(刀开关)2。机身上面装有电磁气阀6和减压器5。背面安有控制器4。机身左侧设门,打开后可调节电流级数,其余三侧设护板。
(2)焊接变压器
本机型的变压器为单相外铁式,二次线圈由多根铜管并联弯曲焊接而成,并在两端头与两个铜块焊牢,而铜块则通过软铜片组与焊机的上、下电极相连。
(3)加压系统
图4-2-15所示为气压传动的加压系统。气缸为系统的中心部件,为三气室结构,由两个活塞将气缸内隔为三个气室,具有两个行程;当两个活塞停于上部最顶点时,为安放工件用的最大行程,叫安装行程。当上活塞停于气缸任意部位,限制了下活塞运行距离,即为焊接中使用的焊接行程。焊接行程可用调节头部螺母7、8来改变上活塞停留位置。气路工作过程是:高压气(0.5~0.6MPa)经气阀18进入高压储气筒16储存,以保证气缸活塞动作中有足量气体。高压气由16分两支送向气缸,一支未经调节的气体经由三通开关19送入上气室12;另一支高压气经调压阀15调节至焊接压力后,经电磁气阀13后分两路经气管10、11送人气缸中室或下气室。改换三通开关19把乎位置,决定气缸上室高压气的出入,以选择工作状态(工作行程或安装行程)。而改变电磁气阀内活塞杆的位置,即决定了中、下气室内调压气的进出(有无焊接压力)。调节节流阀6,可决定中、下气室进出气的快慢,使之既能提高生产率,又避免对焊件加冲击性载荷。油杯14供润滑油给电磁气阀及活塞用,低压储气简17用以储存低压气,便于稳定焊接压力。为了提高焊机加压系统的随动性,提高对熔核胀缩反应的灵敏度,近来焊机加压机构多采用薄膜式气缸及滚柱式导轨,以降低摩擦力。当焊机加压空间位置受限制或要求结构紧凑时,多采用液压或气-液压的加压机构。液压加压机构压力稳定,油缸尺寸小,但需配置油泵、油箱及较精密的液压元件,维修复杂,其加压随动性不如气压式好,通常只在大容量直压式点焊机上采用。直压式点焊机的电极臂长一般在200~800mm,最长达1200mm,电源容量一般在5~600kVA之间,小容量点焊机电极压力机构用手工操作,中等容量点焊机用气缸操作,大容量(如500kVA以上)用液压缸操作。
(4)直压式点焊机技术数据表4-2-6为部分直压式点焊机的技术数据。

