
中频点焊机焊接循环原来是这么回事
发布时间:2023/12/14
加压和通电是电阻焊过程的重要条件,不同加压和通电时间,不同的电极压力和电流强度及其变化形式等就组成了各种焊接循环。点焊和凸焊的焊接循环由“预压”、“通电”、“维持”和“休止”四个基本阶段组成,如图4-1-10所示。
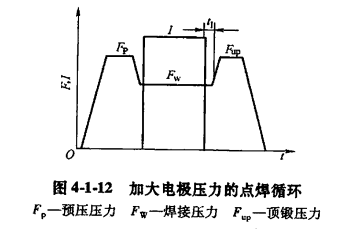
图4-1-10一般点焊和凸焊的焊接循环
I—焊接电流F—电极力t—时间
(1)预压时间t₁
从电极开始下降到焊接电流开始接通的时间。这一时间是为了确保在通电之前电极压紧工件,使工件间有适当的压力,建立良好的接触,以保持接触电阻稳定和导电通路。
(2)焊接时间t₂
焊接电流通过焊件并产生熔核的时间。
(3)维持时间t₇
焊接电流切断后,电极压力继续保持的时间,在此时间内,熔核冷却并凝固。
(4)休止时间t₄
从电极开始提起到电极再次下降,准备下一个待
焊点压紧工件的时间。此时间只适用于焊接循环重复进行的场合。是电极退回、转位、卸下工件或重新放置焊件所需的时间。